


This technical report provides a comprehensive evaluation of manganese phosphate coatings applied to 8620 and 9310 steel substrates, integrating data from Calico’s internal coating documentation and the ASTM B117 salt spray test performed externally. The purpose of this report is to assess coating performance in terms of thickness, uniformity, corrosion behavior, and expected functional performance with and without oil post-treatment.
Manganese phosphate (Mn-Phos) is widely utilized in the automotive, firearms, aerospace, and tooling industries due to its ability to enhance wear resistance, reduce friction, and retain lubricating oils. Manganese phosphate is not intended as a standalone corrosion barrier, particularly in salt spray environments. This report explains why a supplementary protective layer — post-oiling and/or spray coatings — is advantageous.
All samples were subjected to ASTM B117 Salt Spray (Fog) Testing for corrosion evaluation at two exposure durations:
All measured chamber parameters were within ASTM B117 compliance:
| Parameters | Observed Range | ASTM Requirements |
|---|---|---|
| Temperature | 94-95°F | 95°F ± 3°F |
| Air Pressure | 15 PSI | 12–18 PSI |
| Collection Rate | 1.79–1.91 ml/hr | 1–2 ml/hr |
| pH | 6.5 | 6.5-7.2 |
| Specific Gravity | 1.035–1.036 | 1.0255–1.040 |

Image – Two pcs oiled (Orange), one pc not oiled (Yellow)
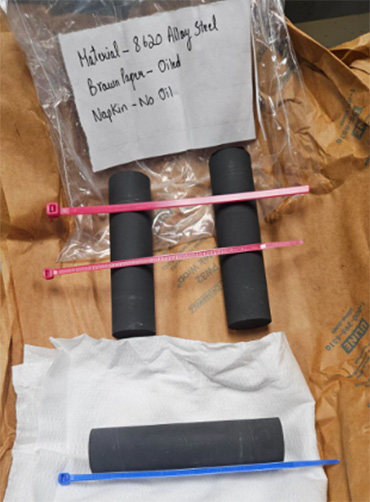
Image - Two pcs oiled (Pink), one pc not oiled (Blue)
The chamber conditions were stable and suitable for reproducible comparative testing.
Cross-sectional coating thickness measurements were taken on non-oiled samples for both steel grades.

Image - 9310 Pictures of Coating Thickness

Image- 8620 Pictures of Coating Thickness
Typical manganese phosphate coatings exhibit thickness values in the range of:
All values fall comfortably within this accepted range. Thickness variations are expected due to:
No anomalies or failure indicators were observed in thickness results.
Oiled samples demonstrated:

Image - Both Parts after 24 hours of Continuous B117 Salt Spray Testing

Image - Sectioned Non-Oiled part (BLUE) and Un-Sectioned Oiled part (PINK)
This behavior is expected, as the manganese phosphate structure is highly porous and designed to retain oil. The oil becomes the true corrosion barrier, while Mn-Phos acts as the carrier.
Non-oiled samples exhibited:
Rust initiation visible at 24 hours

Image – Non-Oiled Parts After 24 Hours of Continuous B117 Salt Spray Testing
Significant corrosion by 48 hours on both alloys
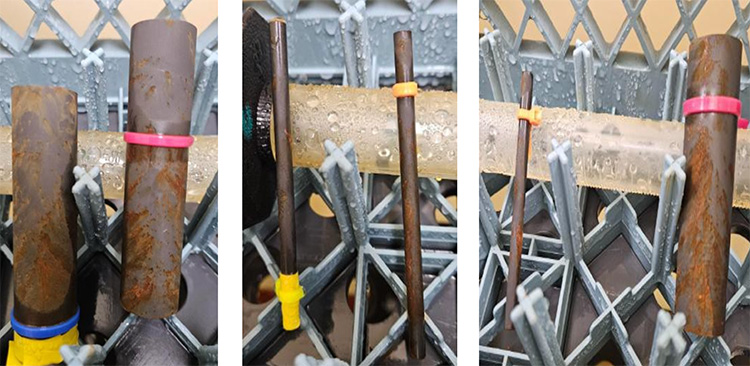
Image – Non-Oiled Parts After 24 Hours of Continuous B117 Salt Spray Testing

Image - Both Parts After 48 Hours of Continuous B117 Salt Spray Testing.
The corrosion performance reflects correct coating behavior—not coating failure.
Mn-Phos is engineered for:
Mn-Phos creates a porous crystalline matrix, enabling it to:
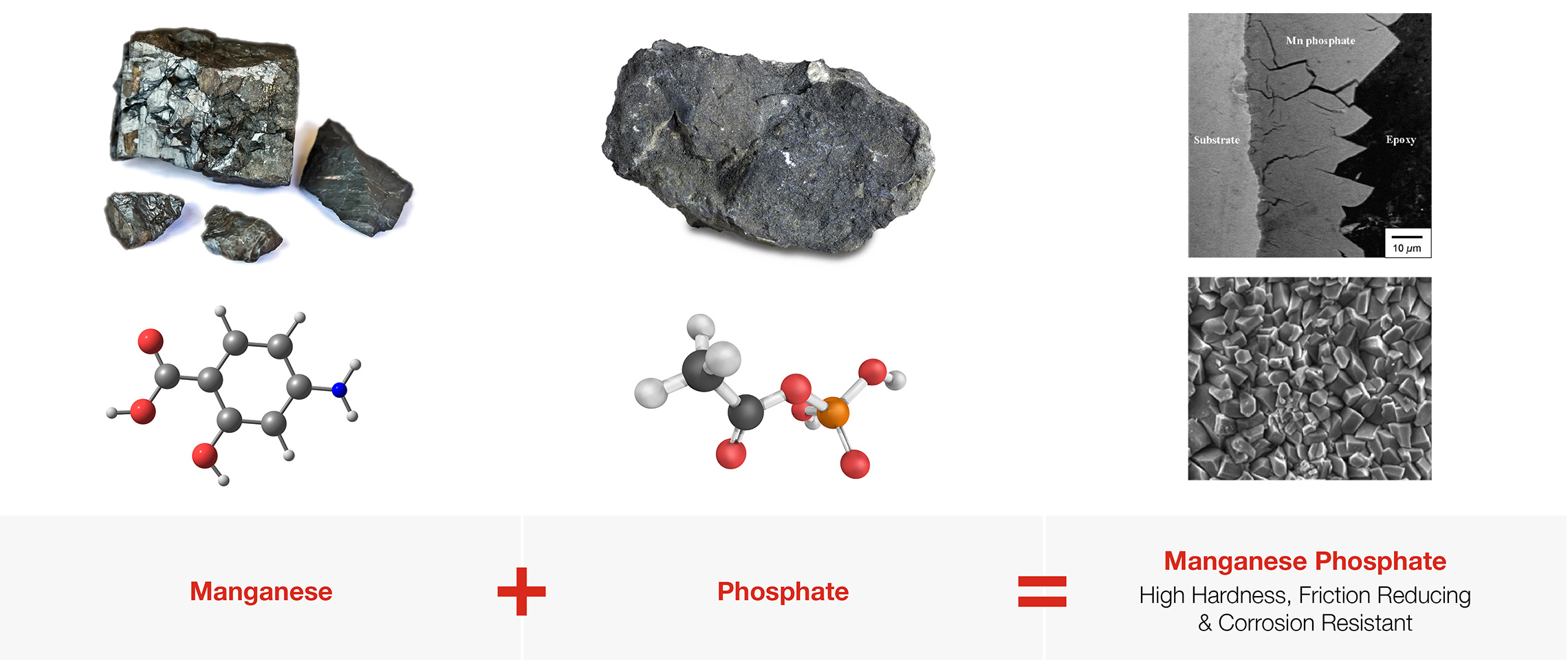
These pores also provide pathways for rapid corrosion when no oil is present. Thus, corrosion on bare Mn-Phos is expected and unavoidable.
The following indicators confirm a healthy coating process:
The manganese phosphate coatings applied to 8620 and 9310 steel parts exhibit normal and expected behavior consistent with industry standards.
Conclusions Supported by Data
The manganese phosphate coating line appears to be:
In addition to the B117 salt-spray results, long-term field evidence corroborates the coating's effectiveness: a production component coated using the same Mn-phosphate process has remained rust-free after more than one year in real operating conditions, validating both the coating chemistry and the oil-retention mechanism beyond laboratory testing.

Image- Manganese Phosphate Coated Sample After One Year No Visible Corrosion Observed.
Download the Calico Coatings Brochure
Download the "Thin Coatings Perform" Brochure
Tech Line: 704.483.2202
Fax: 704.483.2145
![]()
Shipping Address:
5883 Balsom Ridge Road
Denver, NC 28037
USPS Mailing Address:
P.O. Box 901
Denver, NC 28037
![]()
Federal Firearms Licensee (FFL)
![]()

